
書店でQC検定4級の参考書を数冊見比べてもっとも学習しやすいと感じた『最新QC検定4級テキスト&問題集』の内容を短期間で頭に入れられるように記事としてまとめ上げました。
本書はQC検定4級の内容のインプットには最適ですが、問題演習の量が少ないことと、実際の試験問題にある長文問題が掲載されていないなど、アウトプット面で不安があることがわかりました。そのためインプットは本書でしっかりと行い、アウトプットは公式が出している『2015年改定レベル表対応 品質管理の演習問題と解答 QC検定試験4級対応』を購入し進めていき、2025年3月の第39回の試験で合格ラインを超えることができました。

QC検定3級とQC検定2級はゼロからわかるシリーズ(3級・2級)
QC検定1級は合格者の方々推奨の王道2冊(QC検定受検テキスト1級 ・過去問)で対策を練ります。

品質管理
品質とはQCDの同時達成のことです。QはqualityでCはcostでDはdelivery(納期)です。
また品質優先の考え方はプロダクトアウト(作る側の視点)とマーケットイン(顧客視点)があります。その上で品質管理(QC)を行います。
QC達成にはさまざまな組織が一丸となる必要がありTQM(total quality management)すなわち総合的品質管理と言います。
クレームとは当たり前品質が満たされない時に起きるのですね!
買ってよかった!となるのは魅力的品質が満たされたときですね。
このクレーム(問題)に関して解決するためには次のステップを踏みます。
特に3がないと何度も繰り返すことになってしまいます。
1:問題を取り上げる
2:問題の原因を探る
3:原因解消の対策を実施する
苦情とクレームは異なります。具体的には不満⊃苦情⊃クレームです。クレームは苦情(不満を供給者に表明したもの)のうち損害賠償などを請求されたものです。
管理
PDCAサイクルでスパイラルアップを目指します。それぞれplan,do,check,actの意味です。企業によっては場を良くするために途中でPをSつまりstandard(標準)とします。これをSDCAサイクルと言います。これを維持管理活動といい自分勝手な判断は禁物。
管理項目が紛らわしいので解説します。管理尺度(数値化)をもとに管理項目があります。管理項目には管理点(上位職が行う結果系管理項目でQCDS(safe))と点検点(下位職が行う要因系管理項目)があります。
管理方法と管理水準を集約したものを管理項目一覧表でQC工程図もこの一種ですね。
管理項目一覧表⊃管理項目⊃管理点と点検点などの構図です。
改善
改善することをQCサークル活動など呼ばれます。これによりチームワークやリーダーシップが養われプレゼンテーション能力が身に付きます。
1:QCサークル編成
2:活動計画
3:QCサークル会合(月2回程度の1回2時間程度)
4:活動チェック
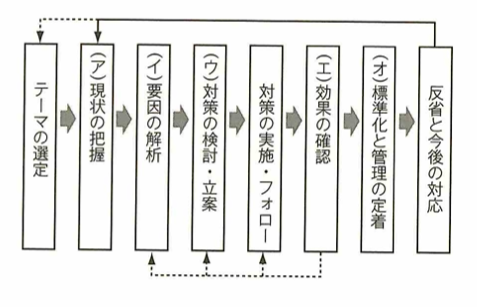
この中に例えばQCストーリーがあります。
1:テーマの選定→重点指向(パレート図から読み取る)
2:現状の把握→パレート図(層別し最もウェイトが大きい項目し重点指向を探る)
3:目標の設定
4:要因の解析→三現主義や特性要因図
5:対策の立案→対策系統図
6:対策の実施
7:効果の確認
8:標準化と管理の定着
3エムについて教えてください。
ムダ(歩く無駄、探す無駄、迷う無駄、記入する無駄)ムリ(計画上の無理)ムラ(作業場の群)です。
工程
工程には4M(man,machine,material,method)が品質を左右する大事な要素です。特にメソッドが頻出です。
工程には前工程(引き継ぐ前)と後工程(自工程の後)があります。前工程→自工程→後工程です。
後工程はお客様という考えが大事なのですね!
ばらつきには偶然原因と異常原因があります。偶然変動は認めていきますが異常原因は改善する必要があります。要因系を調べる際は三現主義(現場・現物・現実)や5ゲン主義(三現主義+原理・原則)を考えます。
検査
検査→サービスなどがお客様の要求に合致しているかを判定し、適合品と不適合品に分けます。
計測→ある量を、基準として用いる量と比較し、数値または符号を用いて表すこと(JIS Z8103:2000)
計測には2種類あり、直接計測と間接計測(理論から求める方法)があります。
ミスを防ぐためにフールプルーフ(ポカヨケ)をしましょう。危ない機械を使わないなどです。
例えば抜取検査にはロットを用います。
ロットをランダムサンプリング→検査→適合性を判定→ロットの合否判定を行う流れのことです。
この検査には計数値抜取検査(合否判定個数を予め設定しておいて不適合品数で考える)と計量値抜取検査(サンプル試験で特性値を計測し、予め設定した合否判定値と比較する)があります。
検査は段階別に考えると場合分けができます。
受入検査
工程間検査
最終検査
出荷検査(ない場合もあります)
また感性品質を考えた感性検査(官能評価)も行う場合もあります。
標準・標準化
標準とはある原則に従って決められた約束事を指します。それを行うことを標準化といいます。品物に対する標準が規格です。
社内標準には例えばQC工程図などがありますね。
日本ではJIS(日本産業規格)国際規格ではISO(国際標準化機構)があります。
ISOを意識することを国際標準化(活動)といいます。
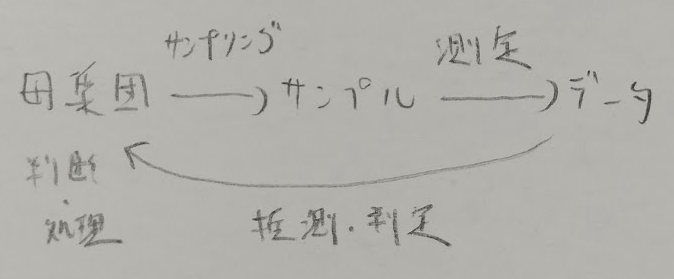
事実に基づく判断
計量値データ→測定器を使って測るので手間はかかるが状態レベルを知ることができファジー的です。
計数値データ→比較的容易に得られ良否はわかるが程度までは分からず画一的です。
データの取り方について教えてください。
事実による管理→データ→QC七つ道具→情報=正しい認識です。具体的には次の通りです。
手順1:現場で現物の現実を確認
手順2:数値で特性値を決定
手順3:データをとる目的の明確化
手順4:正しいデータを収集
手順5:QC手法を用いて解析
手順6:正しい情報の抽出
データの活用と見方
いよいよ石川馨博士がまとめたQC七つ道具(Q7)の登場です。
パレート図、特性要因図、ヒストグラム、グラフ、チェックシート、散布図、管理図です。
樋口さんは突貫送別で覚えます。
樋口(ヒストグラム、グラフ、チェックシート)さん(散布図)は(パレート図)突貫送別(特性要因図、管理図、層別)
ブレーンストーミングでアイデアを出して解決へ向かいます。
ブレーンストーミングの4原則
①批判厳禁
②自由奔放
③大量生産
④結合・便乗
その結果、ジョハリの窓で自他の気づきを得ることができます。
企業活動
商品=製品+サービス(ビフォアサービス+アフターサービス)
職場における総合的な品質とは
QCD(品質の三要素)+PSME(productivity,safety,morale,environment)です。
ちなみに5S=整理、整頓、清掃、清潔、躾です。
企業の周辺活動
人と話すときは1分間に300字を意識します。
企業の安全衛生はヒヤリ・ハット、ハインリッヒの法則を意識しましょう。
ハインリッヒの法則とは重要な災害:軽微な災害:ヒヤリ・ハット=1:29:300という法則です。
お客様は価格ではなく価値で買います。そのために品質と原価を意識化することが大切ですね。
すなわち価値=品質+価格なのです。
QC検定4級の過去問演習と模擬試験
QC検定4級の問題数は約50〜90問で、合格ラインは約7割です。
電卓の使用が許可されていません。
2025年9月の検定からCBT方式に移行されます。
『最新QC検定4級テキスト&問題集』には他に章末問題や最後に模擬試験も掲載されていますので、本書の内容を1周した段階で巻末の模擬試験を解きました。得点は44/53≒83%で合格ラインの7割は超えることが出来ました。わからないで間違えた問題もありますので、内容復習も本記事に残していこうと思います。
より高いレベルを設定したとき、このギャップを課題と言います。SCDAサイクルで問題が発生すれば、PDCAサイクルで問題を解決していきます。QCストーリーの覚え方は、テーマの選定→現状把握→目標設定→要因の解析→対策の立案→対策の実施→効果の確認→標準化と管理の定着の頭文字をとって、痛てーゲーム、もうよそう痛い痛い、コーヒー飲んで管理と勢いで覚えます。ロットに対して検査を実施し合格か不合格かを判定します。ミスった場合は新入社員でなく上司から経過報告してもらいます。謝罪に行くときは手土産は不要です。謝罪の際はひたすら謝り続けるのが最善ではありません。
記事冒頭でも述べたとおり、本書のみでは本試験形式の対応に不安が残るため、下記では『2015年改定レベル表対応 品質管理の演習問題と解答 QC検定試験4級対応』を用いてアウトプットを行なっていきます。
第1回の模試は64/72≒89%でした。
第2回の模試は65/73≒89%でした。
第3回の模試は62/74≒84%でした。
第4回の模試は46/54≒85%でした。
チェックシートの様式はJISで定められていません。特性要因図は結果を見つけ出すものではないです。結果が良かったかを調べるのはチェックです。計画と差異があるため対策を打つのはアクションです。三現主義の1つは現物です。5Sは整理、整頓、清掃、清潔、躾です。PDCAやSDCAサイクルを継続的改善と言います。
不適合品率は計数値で1個2個と表せませんが計数値です。最終検査や出荷検査は完成した製品について行います。品質管理において、問題や課題は狙いの品質と現状の姿の差のことです。特性要因図(系統図は4級には出ません)は特定の結果と原因系の関係を系統的に表した図です。JISは国家規格です。ロットからサンプルを抜き取りロット全体の合否を判定するのは抜取検査です。ヒストグラムから平均の値はわかります。(問題解決型)QCストーリーの序盤はテーマの選定→目標の把握→要因の解析です。
4Mとは人、機械、原材料、方法であり特性要因図を作成するときの構成要素です。「品質は工程で作り込め」の教えは覚える。現場とはそれが起きているのはどこで?を意味しその場所に行ってという意味もあります。検査は不適切なものを事前に取り除く活動で判定も伴いますが、試験はデータを取るだけです。プロセスとプロセスのインターフェイスも大事です。製品を使用する段階での使用者や関係者の安全を保証する活動は製品安全と呼ばれます。ヒストグラムで特製の中心的傾向を理解できます。データ(サンプルを測定したもの)を分けてグラフ化する処理も大事です。
QC検定4級の受験時ではとにかくPDCAのどれに該当するか?が難しいと感じています。ITパスポートの時よりも選びにくい選択肢が多いと感じます。
結果を評価できるように尺度を用意するのはチェックで、予想と同じ結果か異なる結果かで対策を取るのはアクションです。
プロセスの変動や傾向の状態を視覚化するのは管理図です。
血液中の糖分濃度(%)は計量値データです。%が係数値になるのは不適合率のみです。以前のプロセスの活動状況を表すのは代用特性です。プロセスの良し悪しを判定改善につなげていくことが大事です。作業者ごとやオーブンごとに違いがあるかを調べるのは層別です。チェックシートを用いてどのような不適合かを調べます。現状把握→要因の解析です。
QC検定4級での長文での文章が入る段落間の把握問題は国語の問題のように時間をとられる傾向にあります。時間足りなくなる場合は後回しにしたい問題ですね。
QC検定4級には記述問題は出題されませんが、用語の意味などをしっかり理解して使えるようにするために『2015年改定レベル表対応 品質管理の演習問題と解答 QC検定試験4級対応』では記述の訓練もできます。これは類書にはない素晴らしい点です。早速、試験数日前ですが練習に取り掛かってみました。
第5回の記述練習は22/36≒61%でした。
5Sは整理・整頓・清掃・清潔・躾です。課題達成型QCストーリーはありたい姿と現状の差を埋めていこうとするものです。Pは生産、Sは安全、Mは士気、倫理です。過去の技術や経験などに…、同じ条件・状態で実験や作業を…。結果の特性は必ずばらつく。品質とは「使用目的をどの程度満たしているか」をいう。経営者が合意し→関係者が合意し。DはDeliveryで納期。品質に不揃いがないようにする。
第6回の記述練習は24/44≒55%でした。
プロセスとプロセスのつながり(インターフェイス)も大事です。苦情とは製品または苦情対応プロセスに関して、組織に対する不満足の表現で、その対応または解決が、明示的または暗示的に期待されているものを言います。中央値はxウェーブ、xチルダとも言います。範囲はRです。これ以外にもばらつきは分散や標準偏差もあります。結果への影響の大きい要因に高い優先順位を与えて、優先順位の高いものから解決に取り組む考え方を重点指向と言います。
4Mの一つは経営でなく方法です。インプットはプロセスに入ってくる原料や部品、情報などです。それ以外にも安全は常に確保することが重要です。標準化の目的は、その組織が保有する技術と経験を集結し関係する人たちの合意のもと、統一化・単純化が図られるような仕事の仕方や管理の基準を定めていくことで、組織の活動をより効率の良いものとしていくことです。
Pは目的を明確にし、目標を決めて、その達成に必要な計画を設定します。Dは計画通りに実施します。Cは実施の計画を計画と対比して調べ、計画と実績の差異を評価します。Aは必要に応じて、適切な処置をとります。
自社製品と10種の競合製品を比べたときの自社製品の順位は、軽量値データでも計数値データでもないです。順位は計数値ではないことに注意しましょう。
第7回の記述練習は16/37≒43%でした。
日本工業規格は食品・農林を除く・・・。健康維持に関する事柄を労働安全衛生と言います。製品を使用する段階での使用者に保証する安全は製品安全と呼ばれます。品質管理は製造業だけでなくサービス業にも適用できる概念です。結果への影響の大きい原因から順に解決に取り組んでいきます。標準化とは、SDCAサイクルを確実に回し・・・。品質は工程で作り込みます。平均不適合品率は計数値のことです。直ちに業務が開始できる状況でなければなりません。最初から良いものが作られ、品質が一定に保たれるための仕組みも必要です。より良い品質の背品。
順に、現状を客観的に把握するためには、ものさしを設定して、標準値などと比較できるようにしたうえで、そのものさしで比較できるような目標を設定することが重要です→パレート図、特性要因図、散布図などを用いて、ばらつきの要因を洗い出し、数個に絞り込む→各要因に対して、最適と思われる作業条件を設定する→実験結果から目標値を導き出し、ヒストグラムや散布図などを用いて改善前後の姿を比較検討して、改善効果を確認する→改善結果を踏まえて標準(規格)を作って、確認実験を行い、管理図を用いて定着状況を確認する。
管理図は工程の管理、解析の管理、状態を掴みます。特性要因図は特性とその要因の洗い出しをします。散布図は原因と結果の因果関係の調査をします。パレート図は重点思考です。ヒストグラムはデータのばらつきと分布の把握をします。
QC検定4級で論述だとかなりの難易度になりますが、『2015年改定レベル表対応 品質管理の演習問題と解答 QC検定試験4級対応』を用いた学習を行うと上位級を見据えた学習が可能です。2025年3月の第39回の本番では合格点を超えることができました!
次の級であるQC検定3級は本記事の内容を詰めていく流れになります。
{kind=link}